Проблема штамповки и способ ее улучшения
Раздавить:
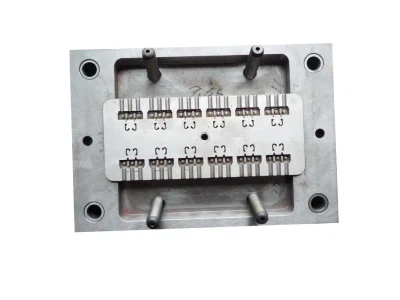
Поверхность ленты повреждена из-за неправильной установки деталей формы, посторонних предметов или столкновения деталей. Внешний вид готового продукта оставляет желать лучшего. Наиболее частыми из них являются: a, пуансон не поддается, b, прыгающая стружка, грязная форма c, неправильная длина нижней формы пуансона d, отсутствие углов e, шероховатая поверхность стержня формы f, форма вентилятора, плохой поступающий материал g, секция подачи Помехи Причины вызваны дефектом h, натягом i в линии зажима пресс-формы и скалыванием деталей пресс-формы.
Оператор должен, основываясь на фактическом плохом состоянии полосы материала, проверить вышеупомянутые гипотетические переменные и тщательно отремонтировать их одну за другой.
Искажение:
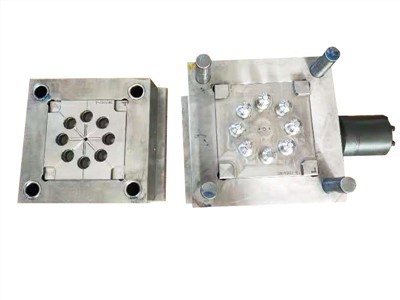
Явление изгиба основного корпуса, вызванное штамповкой ленты материала, вызвано неуравновешенным напряжением, вызванным штамповкой, упругой усталостью, вызванной упаковкой катушки, наличием или отсутствием обрезки и комфортом езды при кормлении. внутреннее напряжение самого материала, однородность и т. д. - все это факторы, которые влияют на него.
В дополнение к станции регулировки для настройки пресс-формы, есть возможности для улучшения использования правильной машины, прочности схемы ленты материала, настройки пустой станции, согласования поплавка и доски для снятия изоляции, стабильность погрузочно-разгрузочных работ и хранения.

Задиры:
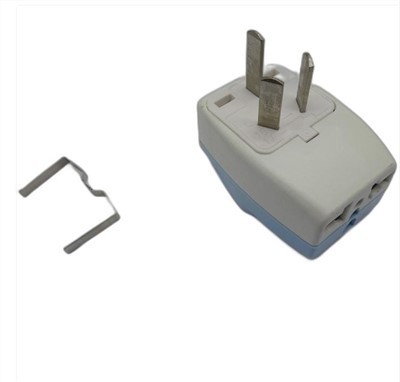
Повреждение поверхности материала или готового продукта, вызванное трением сердечника формы во время процесса формования. Кроме того, необходимо обратить внимание на оценку окисления меди. Обычно есть a, угловой изгибающий зазор слишком мал, b, дуга контакта R слишком мала, c. Это может быть вызвано хорошим f, скоростью SPM, изокинетикой скорости хода g, плохой симметрией обработки сердечника матрицы h, регулировкой угла наклона стержня i, проскальзыванием j во время формования листа, низкой точностью нижней мертвой точки пуансона и т. Д. Следовательно, необходимо контролировать и оптимизировать переменные в соответствии с требованиями продукта и характером постобработки.
Вопросы, требующие внимания в отношении пластмассового сырья