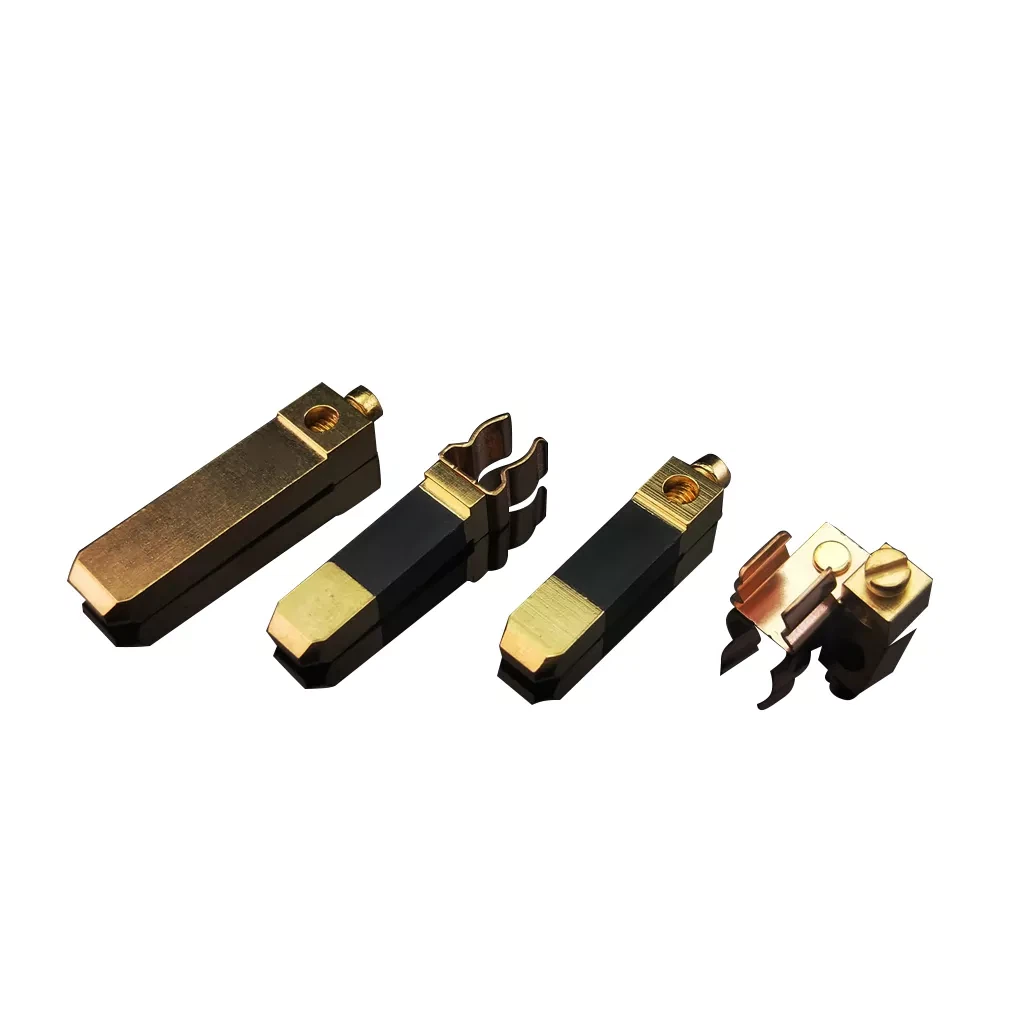
Особые требования к штамповочной матрице для штамповки деталей.
Есть много штамповочных деталей (выключательрозеткаидержатель лампы)в наших прудуктах
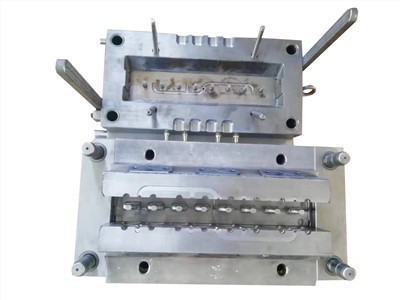
Устройство автоматической подачи устанавливается на металлическую штамповочную матрицу для замены ручной подачи штамповщика. Используя непрерывную штамповку обычного перфоратора, можно завершить высокоскоростную автоматическую штамповочную матрицу. Мы называем это автоматической подачей штамповки. При использовании автоматической подачи штамповочной матрицы для автоматической штамповки, как правило, существуют следующие особые требования:
1. Сталь должна использовать небольшие стальные полосы или длинные полосы
Для общих штамповочных штампов большинство из нас используют малогабаритные материалы со срезанными пластинами, но если при автоматической подаче штамповки при высокоскоростной штамповке все же используются малогабаритные материалы для штамповки, то сырье нужно часто заменять, поэтому трудно осуществлять автоматическую штамповку. высокой эффективности. Поэтому автоматическая подача штамповочной матрицы подходит для использования небольших катушек или длинных полос (более 10 м). Если отправляемый объект представляет собой полуформованную заготовку, то для повышения эффективности штамповки необходимо расположить детали перед отправкой.
2. Внутри пресс-формы должно быть точное позиционирующее устройство
Из-за ограниченной точности шага подачи устройства подачи, прикрепленного к пресс-форме, оно может достигать не более ±0,05-±0,1 мм. Поэтому внутри пресс-формы должно быть установлено точное позиционирующее устройство для точного позиционирования шага подачи устройства подачи, чтобы гарантировать, что точность шага подачи соответствует требованиям.
3. Отходы или заготовки, полученные путем штамповки, должны иметь возможность автоматически сбрасываться
В состоянии непрерывной штамповки перфоратора невозможно и невозможно использовать ручной вывод. Для обеспечения своевременной выгрузки отходов или заготовок в пресс-форму необходимо установить автоматическое разгрузочное устройство. Кроме того, структура матрицы в матрице должна отдавать приоритет использованию матрицы с более низким разрядом с автоматическим выбросом детали.
Автоматические штампы подачи, как правило, имеют следующие особые требования
4. Штамповочные детали должны быть сформированы в пресс-форме за один раз как можно больше
После того, как устройство автоматической подачи будет прикреплено к штамповочной матрице, стоимость изготовления матрицы увеличится. Если по-прежнему будет использоваться однопроцессная схема штамповки, эффективность штамповки будет эффективно улучшена. Поэтому штамповочные детали должны быть сформированы за один раз в паре автоматических подающих штамповочных штампов, чтобы скорость штамповки была высокой, что способствует снижению себестоимости продукции.
5. Расстояние кормления должно быть стабильным